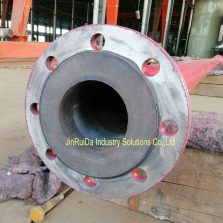
 [caption id="attachment_350" align="alignnone" width="700"]
[caption id="attachment_350" align="alignnone" width="700"] Mould-Rubber-Parts-2[/caption]
[caption id="attachment_349" align="alignnone" width="700"]
Mould-Rubber-Parts-2[/caption]
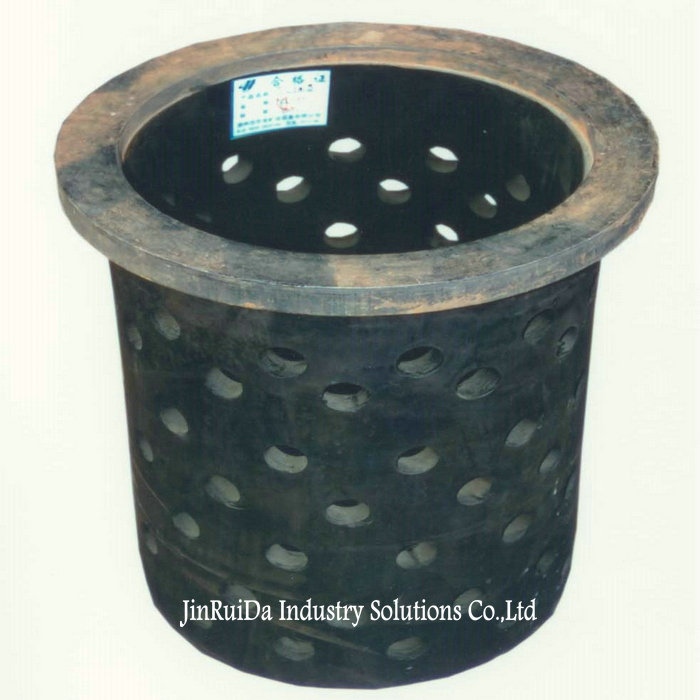
[caption id="attachment_349" align="alignnone" width="700"]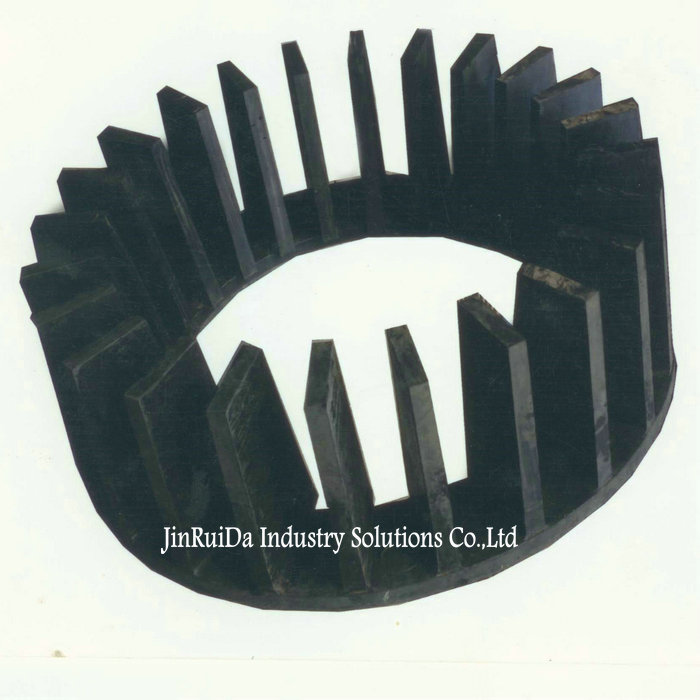 Mould-Rubber-Parts-1[/caption]
[caption id="attachment_351" align="alignnone" width="700"]
Mould-Rubber-Parts-1[/caption]
[caption id="attachment_351" align="alignnone" width="700"] Mould-Rubber-Parts-3[/caption]
Mould-Rubber-Parts-3[/caption]